材料研发
专业的刀具首先源于材料的选择
根据更换刀具的原因,微调材料中的微量元素,达到耐磨且不损坏刀具的效果!例如,如果它不耐磨,我们应该调整什么?我们应该为破损的刀具做些什么调整?

工艺数据库
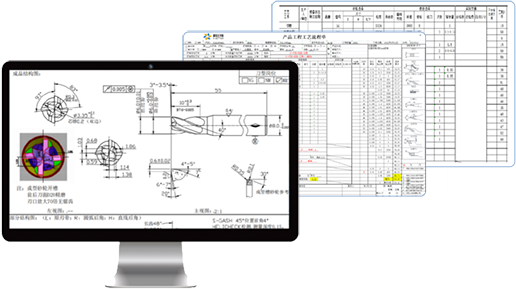
固化每一道工序对应的工艺加工参数
根据加工需求的描述和切削力学、热学原理,加上沉淀的经验,设计一把有钢性又有韧性的刀具。 以专业的工艺,固化磨削砂轮组的外径、宽度、R值、转速(S)、进刀(AD)、进给(AF)可溯源每一款刀具的每一步工艺的每一组加工所给的参数。

结构创新
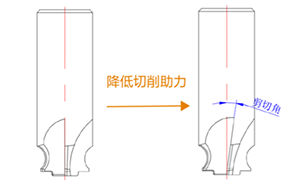
应对加工毛刺的结构创新
1、由线切削改为点切削;
2、给出最舒服的剪切角;
3、让切削时:发出的噪音最小、锣切时阻力最小,毛刺自然就极小或没有。
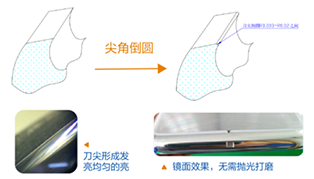
应对加工刀纹的结构创新
1、刀具材料由钨粉+钻组成、首先选准钨的颗粒大小;
2、其次选择磨削砂轮的粒度(通常是D1~D3 ),校正砂轮的同芯度与共振;
3、最难或最不稳的是刀尖上R位大小和粗糙度,这决定是否出外观和是否耐用。
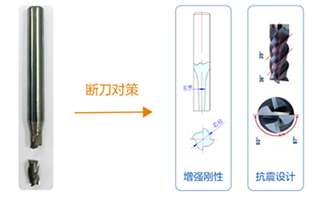
应对断刀的结构创新
1、切削对象与刀具选对材料成份,软材料选择含钻少的粗颗粒,硬材料选择含钻多的细颗粒;
2、刀具设计的芯厚或能否带锥度,让有效刃既有钢性又有韧性;
3、渐变螺旋角,例如刃口处42° ,渐变到刃颈处为 30° 。

荣誉证书
43项 实用新型专利证书、三特科技信息安全管理体系认证证书
18项 计算机软件著作权登记证书-企业数字化阿米巴经营系统V1.0